- Technical introduction
Since methylal forms an azeotrope with water and methanol, the traditional distillation method can only obtain a ternary azeotrope of 92% methylal/7.5% methanol/0.5% water. However, in the methylal industry, except for some solvent applications that require 85%-93% purity, the rest require methylal products with a purity of more than 99%. At present, the main methods for refining methylal in industry include salt distillation, liquid-liquid extraction, ion exchange, adsorption and pressure swing distillation. The characteristics of each of these methods are summarized as follows:
| serial number | Craftsmanship | Features |
| 1 | salt distillation | 1. The separation process is complex and requires high operation requirements
2. Has been gradually phased out |
| 2 | liquid-liquid extraction | 1. Refining methylal by introducing the third component requires an extraction agent recovery device.
2. Disadvantages: high investment in equipment, high energy consumption in operation, introduction of new impurities into products |
| 3 | Ion exchange method | 1. Pass the crude methylal product through a strong basic anion exchange resin column and a strong acidic cation exchange resin column successively to obtain a high purity product
2. Disadvantages: limited processing capacity and high cost of resin regeneration |
| 4 | adsorption method | 1. Use the difference in the adsorption capacity of molecular sieves for alcohol and methylal to separate high-purity methylal.
2. Disadvantages: limited processing capacity and high cost of resin regeneration |
| 5 | pressure swing distillation | 1. Utilize the changes in the azeotropic composition of methylal/methanol/water under normal pressure and high pressure to achieve methylal refining
2. High requirements for distillation equipment and large investment in equipment |
Our company’s methylal technology, based on customers’ requirements for the purity of methylal products, is based on pressure swing distillation, supplemented by adsorption methods. The company’s team members have been engaged in methylal production and refining for many years, and provide customers with customized methylal refining technology all year round to obtain high-concentration formaldehyde of 99.5%, 99.9% or even 99.99%.
2.Typical projects
Glyphosate by-product 50,000 tons/year methylal refining unit
Processing capacity: 50,000 tons/year 99.5% methylal
Operating time: 7200 hours/year
Operation flexibility: 70%-120%
Raw material specifications: 87.90% methylal
| serial number | project | index |
| 1 | external rules | clear transparent liquid |
| 2 | purity | 87.90% wt |
| 3 | Methanol | 8.3% wt |
| 4 | dimethyl ether | 1.7% wt |
| 5 | Methyl chloride | 1.9% wt |
| 6 | acetal polymer | 0.03% wt |
| 7 | Moisture and other | 0.17% wt |
product specifications
| serial number | project | index |
| 1 | external rules | clear transparent liquid |
| 2 | purity | ≧99.5% wt |
| 3 | Methanol | ≦0.5% wt |
| 4 | water | ≦0.05% wt |
Utility consumption
| serial number | project | unit | Consumption per hour | Unit consumption
(Based on the production of 99.5% methylal products per ton) |
| 1 | Circulating water CTW | t | 120/h | 17.65 |
| 2 | Soft water DMW | t | 5/h | 0.735 |
| 3 | Chilled water CW | t | 60/h | 8.824 |
| 4 | MP steam (0.8MPaG) | t | 10.2/h | 1.5 |
| 5 | steam condensate | t | -10.2 | 1.5 |
| 6 | instrument air | Nm3 | ~70 | 10.34 |
| 7 | Nitrogen | Nm3 | 30Nm3/h | 4.41 |
| 8 | electricity | KWH | 220kwh/h | 32.35kWh |
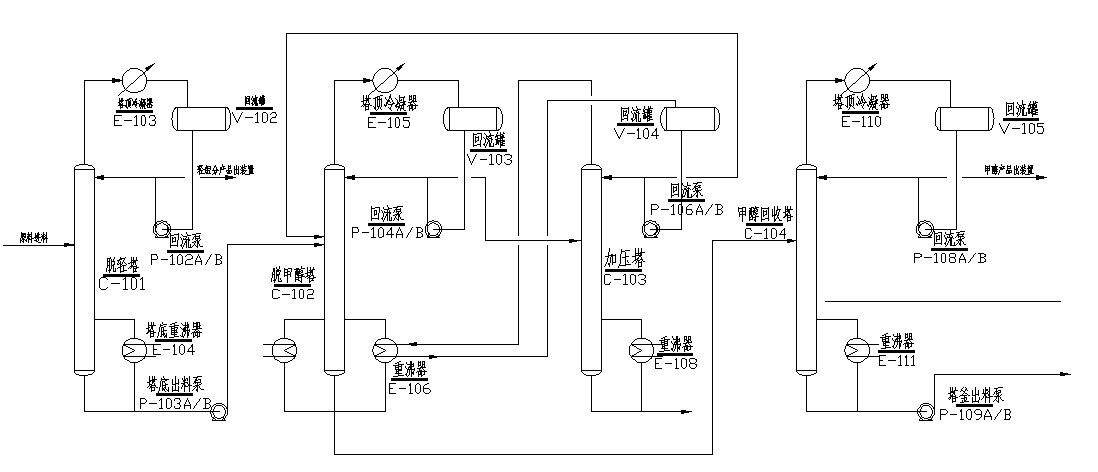
Process flow diagram